ステンレス加工の備忘録:表面粗さのRaとRz
加工も金属もズブの素人が、誤解を恐れず「取りあえずこのくらい知っときゃいいや」と適当にステンレス加工の諸テーマを調べ分かったような気になるシリーズ。今回は表面粗さをメモる。
通常、素人が粗さを調べるのに基本は「手触り」です。人間の手は0.1mmぐらいの凸だったら50%ぐらいの人は「ポコっと出てます」と判定できるらしい。
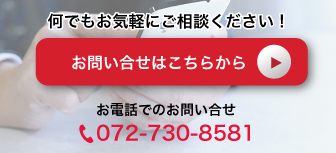
【 溶接管:素管80Aの表面状態(内側)✕100倍 】
でも、バフ研磨を丁寧にかけたりさらにそれを電解研磨すると、人間国宝級職人?でも差を判別するのは難しい。そこで工芸的ではなく工業的に「数字」で表すことになる。
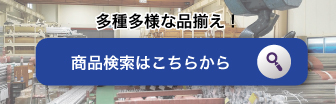
【 溶接管:研磨後の表面状態(内側)✕100倍 ホーニングのクロスハッチ 】
「表面粗さ」という言葉が出てくる。幾つかの指標があるようだが、よく見かけるのはRa(算術平均粗さ)とRz(最大高さ)。だいたいこういう「記号」が出てきた時点で、「算術平均」とか聞き慣れない言葉が出てきた時点で、もう眠気がさしてくる。
こういうときは夢を見ながら楽しいことを考えるに限る。富士山が「オレは凄く高いんだ!」、日本海溝が「オレは凄く深いんだ!」と自慢しあって比較ができない。

そこで富士山が日本海溝に「その深さ分、山にして上げるから背比べしよう」という。同じ土俵なら較べっこも仲良くできるというもんだ。日本海溝は「このあたりの地球の凸凹度は、僕たち山をならしてできた高さにしよう!」と提案した。これがRa。 (※仮に水面を地球の凸凹の平均値とする)

「いやいや、そんなことをしたらどっちの高さや深さよりもRaは小さくなるやん。恐怖を覚えるような凸凹感がわからへん」ともっともなことを言う人達もいる。そこで、富士山の一番高い所と、日本海溝の一番深い所を測って、その合計値を粗さの指標としよう!と決めたのがRz。
こんなことをテキトーにアタマに入れ、先程のステンレス管の研磨面を計測すると・・・下のような結果がジージー出てきくる。あるあるRaとRz。結構良い数値が出ている!(らしい)。でも、目はアナログ感覚なグラフの方を見てギザギザ度を感じてる・・・。
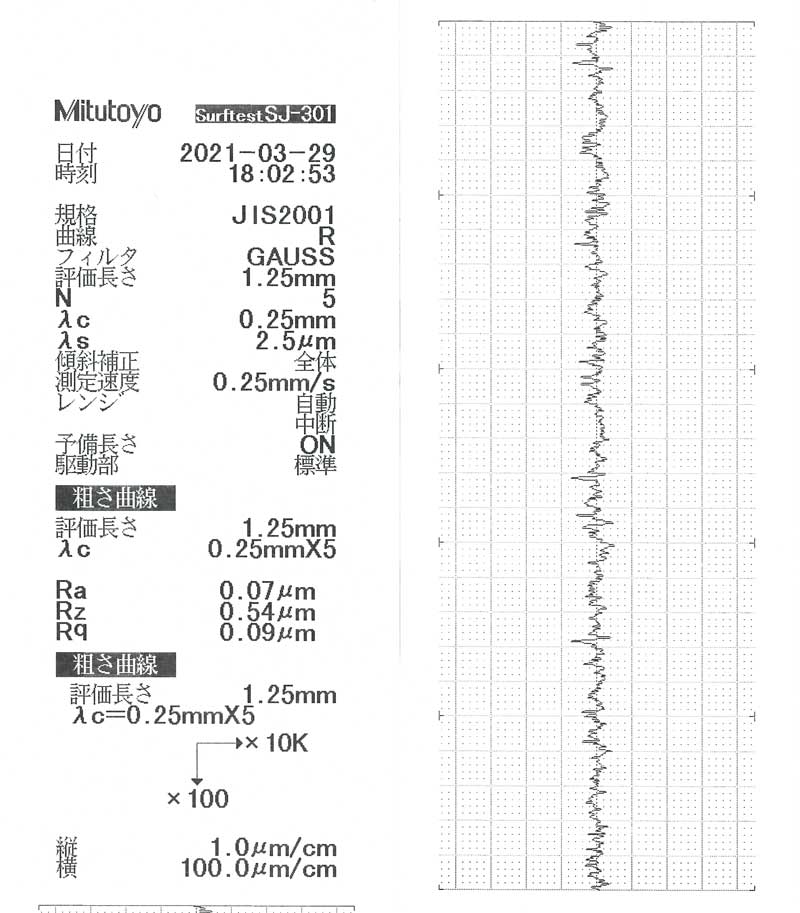
まあ数字を見ても「指先で触るように」は知覚できない。なにせ1μm(マイクロメートル)は1ミリの千分の1。「知覚」というのは「感覚器官から脳に送られたデータを元にそれに意味づけする」ことだそう。計測器から得たデータに意味付けできるようになるには、何百回もこういう数値に触れないといけないのかもしれないなあ。
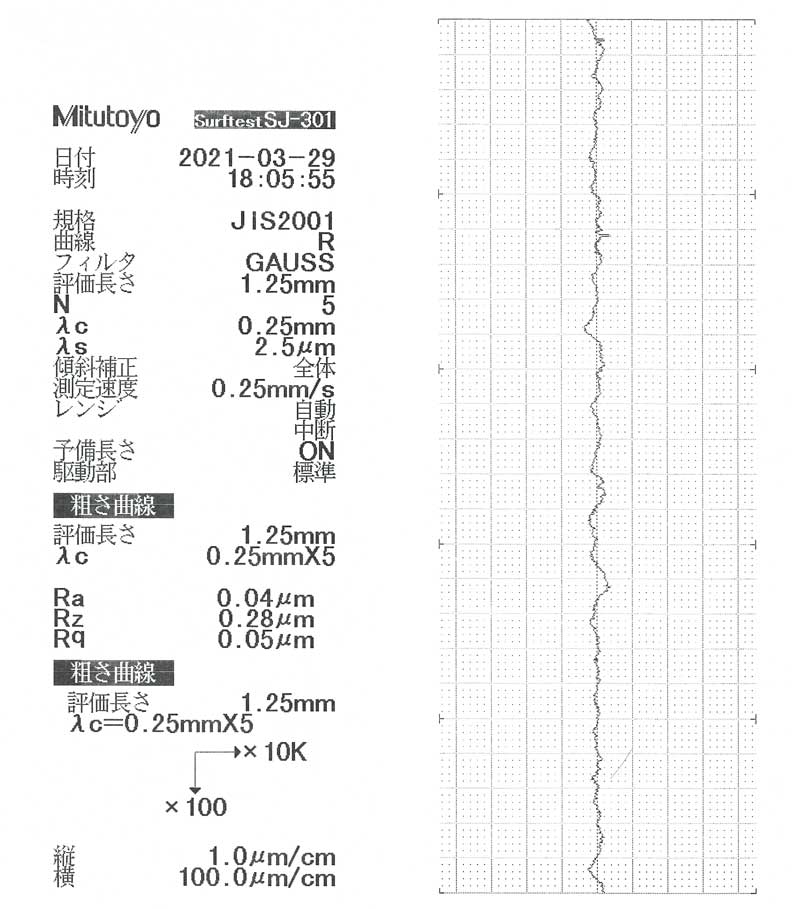
ちなみにさっきのワークを電解研磨(EP)すると上の測定数値に。RaやRzは半分の値に。やっぱりグラフの方がよくわかる。ピークが溶けてなくなっているのかわかる。自分にはやっぱり、声と顔に表情をつけて「だいぶ良いです」とか「そこそこな感じです」とか言ってるほうが合ってるなぁ。信用度はイマイチ上がらんけど。